

Various technologies are being used to generate durable and consistent sources of renewable energy, and some are more popular than others. One of the less popular methods is concentrated solar power (CSP), because setting up these systems requires a considerable investment in both money and time. Although this investment will eventually pay out, it can prevent companies, and entire countries, from building traditionally-designed CSP plants.
Today, Spain and the U.S. are leaders in CSP deployments. Other countries, such as India and China, are also investing in these plants. But for some countries, such as Chile, Egypt, Peru and Nepal, the barriers to entry are still too high, due to lack of financial and manufacturing resources. In fact, countries with the highest solar energy potential tend to rank at the bottom when it comes to the generation of solar power regardless of method.
The German Federal Ministry for Economic Affairs and Energy launched the AutoR (autonomous rim) drive heliostat project to make design and construction of the heliostat – the key element in CSP plants – simple and low-cost, so that these countries can build their own. The project developed a new autonomous heliostat design with a rim drive system, wireless communication, and its own energy supply. This system is lightweight, has improved performance, and can be manufactured for far less cost with easily accessible resources, such as welding tools, CNC machines, and 3D printers. This article will focus on the development of the rim drive system hardware.
A cost-efficient design
Compared to conventional photovoltaic (PV) solar power plants, CSP plants provide a continuous, full-time supply of energy. Due to their configuration, CSP plants are also known as solar power tower plants. A field of computer-controlled mirrors, called heliostats, reflects the sun on a tall tower as it turns to track the sun’s path across the sky. A central absorber in the tower converts the heat produced into electrical power via heat exchangers and turbines. CSP plants can thus serve as base load power plants, enabling a full-time energy supply.
However, conventional heliostats account for about 40% of the plant’s total cost, making it the most expensive part of a CSP. Moreover, it means that scaling up a CSP plant is also expensive, on top of the costs of setting up the plant itself.
The AutoR project was carried out by three main organizations in Germany: the Hamburg University of Technology, TRINAMIC Motion Control (TMC), and the German Space Agency (DLR). The University designed a wireless communication system to reduce cabling cost, and simplify CSP plant deployment and scalability. This is the meshed network HelioNode that connects individual heliostats and lets them communicate with the cloud. TMC designed the HelioEBMU (energy and battery management unit), a decentralized control unit with low energy consumption, using a photovoltaic (PV) energy supply with battery storage.
The DLR provided TMC with three different drive systems to develop a final version based on its experience in testing these three. This final version is a simple rim drive system, the HelioDrive, that reduces overall weight while simplifying production.

Figure 1. Structure of the AutoR (autonomous rim) drive heliostat.
The rim drive system
Heliostat designs can be divided into three types: those using a linear drive system, a swivel gearbox, or a rim drive system. Rim drives are cheaper than swivel gearboxes and have several advantages over linear actuators. One is that all drive train components have a high efficiency rating, compared to solutions based on slew drives or lead screw linear actuators.
The rims work as levers for the drivers, allowing small, cost-efficient motors to move the big frames. Small motors are cheaper to build and also cheaper to ship, lowering the price of the overall heliostats, especially for countries without the means to build engines themselves.
To move the rims, several methods were investigated, including winch wheel drive systems, chain gear systems, and systems using a belt drive.
Previous experience with winch wheel drive systems proved that mounting these systems is complex. Furthermore, the scaling-up potential for larger heliostats is low. This is because, for larger heliostats and higher loads, cables of a larger diameter would be needed. This, in turn, would lead to a bigger diameter of the winch wheel, which would reduce the gear reduction ratio. An alternative could be to use more cables of a smaller diameter. But this would complicate the mounting of the drive system, which is already not very simple with its existing two cables. In addition, as an intermediate gear is needed, the cost is high.
Chain gears are precise, but only when there is constant tension on the chain. Even then, the polygon effect prevents the heliostat from turning into position in one constant movement. Using a belt drive to move the rims proved to be a cost-efficient method. Mounting the belt to the rim with springs, the belt stays tensioned throughout the lifetime of the spring. If needed, the spring can simply be replaced, reducing the technical skills required to maintain this part of the heliostat.
Also, with belt drive systems the rims can be easily kept in place using self-locking gearboxes, which are both efficient and easy to implement. An additional locking pin to secure the heliostat during storms can be easily slid into place when needed, preventing too much strain to be put on the small drives. Both rims are designed the same to ensure both drivers have the same power requirements to move the mirror pane, which also reduces the number of different components required.
The big rim drives at the back of the mirror act as a counterbalance to the mirror itself, balancing out the entire structure. Besides the benefit of stabilizing the heliostat structure, this counterbalancing also allows lower energy consumption from the moving parts. Also, the large diameter of the rims means that precise movement can be achieved using low-cost gears and motors, contrary to a linear actuator, which requires more precise and expensive motors to achieve the same accuracy levels.
In addition to this counterbalancing function, the two rims can also be used as encoders when machined correctly (see Figure 2). This not only makes them lighter but also reduces BOM costs, as external encoders are no longer necessary. Taking all these improvements into account, the heliostat’s power requirement is reduced to the point where it can rely on PV cells mounted on the heliostat itself as a power source, in combination with battery storage, which increases its autonomy.

Figure 2. Closeup of the driver and machined rim.
This overall design enables a fairly simple hardware architecture using the following components:
- Two motion control drives that control both axes of the heliostat’s rims (the HelioDrive).
- A photovoltaic panel, battery, and energy and battery management unit (the HelioEBMU) that harvests energy out of the PV panel, charges the battery, and supplies the energy to the autonomous system.
- A wireless module (the HelioNode) that communicates with the centralized field control system through a mesh network made of similar devices.
All components are connected together with a wired bus within each autonomous heliostat. The master drive communicates with the centralized field control system and with other devices using wireless technology, while at the same time running the heliostat’s operating system.
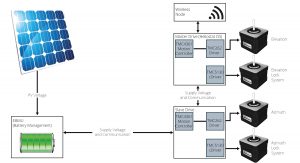
Figure 3. Components of the AutoR (autonomous rim) drive heliostat system.
Other considerations were also taken into account when building the prototype of the entire heliostat system. A product’s weight is a measure of its production costs: the heavier the item, the higher the cost. In a heliostat, the size of the mirror directly affects the weight of the entire structure. Small heliostats therefore seem to be most promising in the long run. This is especially true if they don’t come with the traditional high wiring cost, as the number of wires required for small heliostats is the same as for big heliostats. Thus, it was decided to build a small prototype with a mirror of only 8m2 in area, compared to a typical heliostat mirror area of up to 115m2.
Simplified manufacturing and assembly
TMC spent some time trying to come up with a way of manufacturing the frame and mounting the mirror on the frame that would make these tasks simple to perform, with easily accessible resources, and for a low cost.
Laser cutting can be used to cut a wooden framework that contains a concavity. 3D printing can be used to make mounting pins that are glued on the back of the mirror on one side, and screwed in place on the other side of the mounting pin to create a sandwich-facet (see Figure 5).
The laser-cut frame is placed in between a wooden board on the back side and the mirror on the front side. As the 3D printed mounting pins are glued to the back side of the mirror and have a threaded side sticking out of the wooden board, this simplified construction will be held in place tightly when screwing the 3D printed nuts on top of the mounting pins — sandwiching the laser-cut frame in between the mirror facet at the front, and the wooden board at the back. When doing so, nuts should be screwed on evenly so as to distribute the load, ensuring the mirror follows the concavity of the laser-cut frame.

Figure 4. Assembling the sandwich-like structure. By tightening the nuts, the mirror is forced into the concave shape of the wooden frame.
By changing the tension on the screw, the mirror can be tensioned on the concave wooden frame to shape it as needed. Experimenting with different tensions, such as screwing it on as tight as possible, can result in some weird concavities (see Figure 6).

Figure 5. Experimenting to find the right tension for the mounting pins. By tightening the nuts, the mirror is forced into the concave shape of the wooden frame.
Once all nuts are tightened accordingly, the concave mirror is placed on top of the metal structure to complete the heliostat. All that’s left is adding the PV cells to the front side so that the heliostat doesn’t need anything else but the sun.

Figure 6. The final result is a cost-efficient heliostat that can be made with easily accessible resources.
